This introductory article reviews the advantages and disadvantages associated with thermal spray processing. Good processing practice allows the advantages of thermal spray coatings to be realized, while minimizing some of the disadvantages.
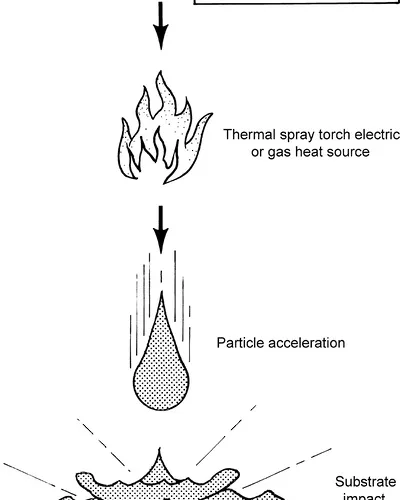
Thermal spray coatings exhibit a unique microstructural architecture. Coatings are formed as melted and partially melted particles of different sizes impact substrates at a rate of perhaps one million particles per second and build up one upon the other, as shown in the image. The typical lamellar (layered) thermal spray coating microstructure that results from particulate deposition imparts several advantages.
A wide range of materials can be deposited as coatings, including metals, metal alloys, oxide and nonoxide ceramics, plastics, cermets, and composite structures comprised of metals, ceramics, and plastics, can be applied using thermal spray. Competitive coating processes do not afford this versatility.
Rapid deposition rates on the order of 1 to 45 kg/h (2 to 100 lb/h) or more can be achieved. Typically, 2 to 7 kg/h (5 to 15 lb/h) is normal practice. Rapid spray rates and high deposit efficiencies result in relatively low processing costs.
Coating thicknesses from 25 μm to 6.5 mm (0.001 to 0.250 in.) are used today (2012). Thicker coatings are possible using electric arc spray, cold spray, and vacuum plasma spray (VPS). Coating capabilities on the basis of thickness are:
Thermal spray coatings function effectively for a broad range of surface modifications.
- Wear resistance—abrasive, adhesive, galling, antifretting, cavitation, and erosion
- Multilayered thermal barrier coatings comprising metallic bond coats and oxide ceramic topcoats
- Abradable and abrasive coatings for gas-turbine engines
- Atmospheric and aqueous corrosion control
- High-temperature oxidation resistance and corrosion control
- Electrical resistance and conductivity
- Net and near-net shape component manufacturing
- Metal- and ceramic-matrix composite structures.
Basic thermal spray equipment is relatively low in cost compared to competitive coating processes and can, to some extent, be made portable. Exceptions to this are VPS and fully integrated thermal spray systems.
With proper control, there is little risk of thermally degrading the substrate during spraying. In terms of substrate interaction, thermal spraying is a relatively “cold” process, and substrates are usually kept below 65 °C (150 °F). Higher temperatures are often used to produce enhanced bonding or unique coating characteristics.
Image – Schematic of the thermal spray process.
This information is from ASM Handbooks Online, Vol. 5A: Thermal Spray Technology, Coating Structures, Properties, and Materials. To find this information (subscription required), click on the link below and scroll down to Figure 1.
https://dl.asminternational.org/handbooks/edited-volume/12/chapter/134972/Introduction-to-Coating-Design-and-Processing